

Mekanik sistemlerinizin verimliliğini ve ömrünü en üst düzeye çıkarmak söz konusu olduğunda, zincir dişlilerinin seçimi çok önemlidir. İşletmenizi yeni zirvelere taşıyacak malzeme, boyut, yapı ve bakım gibi temel hususlara yakından bakalım.
Malzeme SeçimiMekanik sistemlerinizi optimize etme söz konusu olduğunda, zincir dişlisi malzemesi seçimi çok önemlidir. Dişlilerinizin dişlerinin yeterli temas yorulma dayanımına ve aşınma direncine sahip olduğundan emin olmak istersiniz. Bu nedenle, 45 çelik gibi yüksek kaliteli karbon çeliği genellikle tercih edilen seçenektir. Kritik uygulamalar için, daha iyi performans için 40Cr veya 35SiMn gibi alaşımlı çeliklere geçmeyi düşünün.
Çoğu dişli çark dişi, çalışma koşullarına dayanabilmelerini sağlamak için 40 ila 60 HRC arasında bir yüzey sertliğine ulaşmak üzere ısıl işlemden geçirilir. Küçük dişli çarkların, büyük dişli çarklara göre daha sık temas ettiğini ve daha büyük darbelere maruz kaldığını belirtmek önemlidir. Bu nedenle, küçük dişli çarklar için kullanılan malzemeler, büyük dişli çarklar için kullanılanlardan daha üstün olmalıdır.
Şok yüklerine dayanması gereken dişliler için düşük karbonlu çelik mükemmel bir seçenektir. Öte yandan, dökme çelik, aşınmaya maruz kalan ancak şiddetli darbe titreşimlerine maruz kalmayan dişliler için idealdir. Uygulamanız yüksek mukavemet ve aşınma direnci gerektiriyorsa, alaşımlı çelik en uygun seçenektir.
Zincir dişlileriniz için doğru malzemelere yatırım yapmak, yalnızca ömürlerini uzatmakla kalmaz, aynı zamanda mekanik sistemlerinizin genel verimliliğini de artırır. Kaliteden ödün vermeyin—akıllıca seçim yapın ve performansınızın yükselişini izleyin!
Temel Boyutlar ve Yapısal Seçimler
Dişlilerinizin temel boyutlarını anlamak, optimum performans için çok önemlidir. Başlıca boyutlar arasında diş sayısı, adım dairesi çapı, dış çap, kök çapı, adım poligonunun üzerindeki diş yüksekliği ve diş genişliği bulunur. Adım dairesi, zincir pimlerinin merkezinin bulunduğu ve zincir adımına eşit olarak bölünmüş dairedir.Aşağıda gösterildiği gibi:
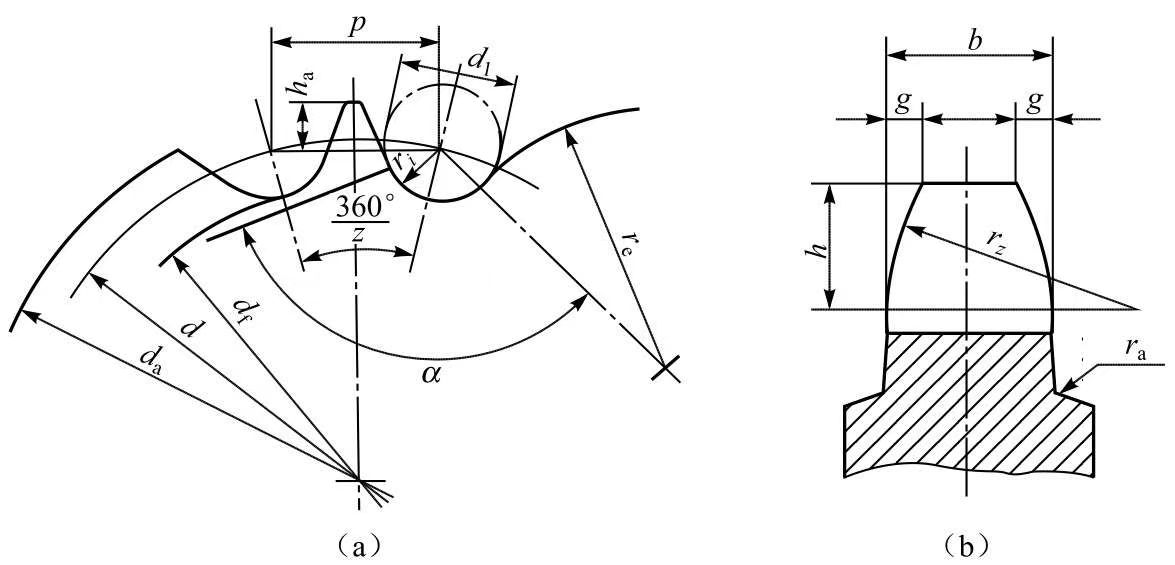
Dişli çarklar, katı, delikli, kaynaklı ve birleştirilmiş tipler de dahil olmak üzere çeşitli yapısal biçimlerde üretilir. Boyuta bağlı olarak uygun yapıyı seçebilirsiniz: küçük çaplı dişli çarklar katı olabilir, orta çaplı dişli çarklar genellikle delikli bir tasarıma sahiptir ve büyük çaplı dişli çarklar tipik olarak diş halkası ve gövde için farklı malzemeleri birleştirir ve kaynak veya cıvatalama yoluyla birbirine bağlanır. Belirli örnekler için Goodwill'in web sitesine göz atabilirsiniz.dişli çarkkataloglar.
Diş Tasarımı: Verimliliğin Kalbi
Dişli çark üzerindeki diş sayısı, iletim düzgünlüğünü ve genel ömrü önemli ölçüde etkiler. Uygun sayıda diş seçmek çok önemlidir; ne çok fazla ne de çok az. Aşırı sayıda diş zincirin ömrünü kısaltabilirken, çok az diş düzensizliğe ve artan dinamik yüklere yol açabilir. Bu sorunları azaltmak için, küçük dişli çarklardaki minimum diş sayısını sınırlamak tavsiye edilir; bu sayı genellikle Zmin ≥ 9 olarak belirlenir. Küçük dişli çarklardaki diş sayısı (Z1) zincir hızına göre seçilebilir ve daha sonra büyük dişli çarktaki diş sayısı (Z2) iletim oranı kullanılarak belirlenebilir (Z2 = iZ). Eşit aşınma için, dişli çark dişlerinin genellikle tek sayı olması gerekir.

En Uygun Zincir Tahrik Düzeni
Zincir tahrik sisteminizin yerleşimi, bileşenlerin kendisi kadar önemlidir. Zincir tahrik sistemlerinin yaygın yerleşimi aşağıda gösterilmiştir.
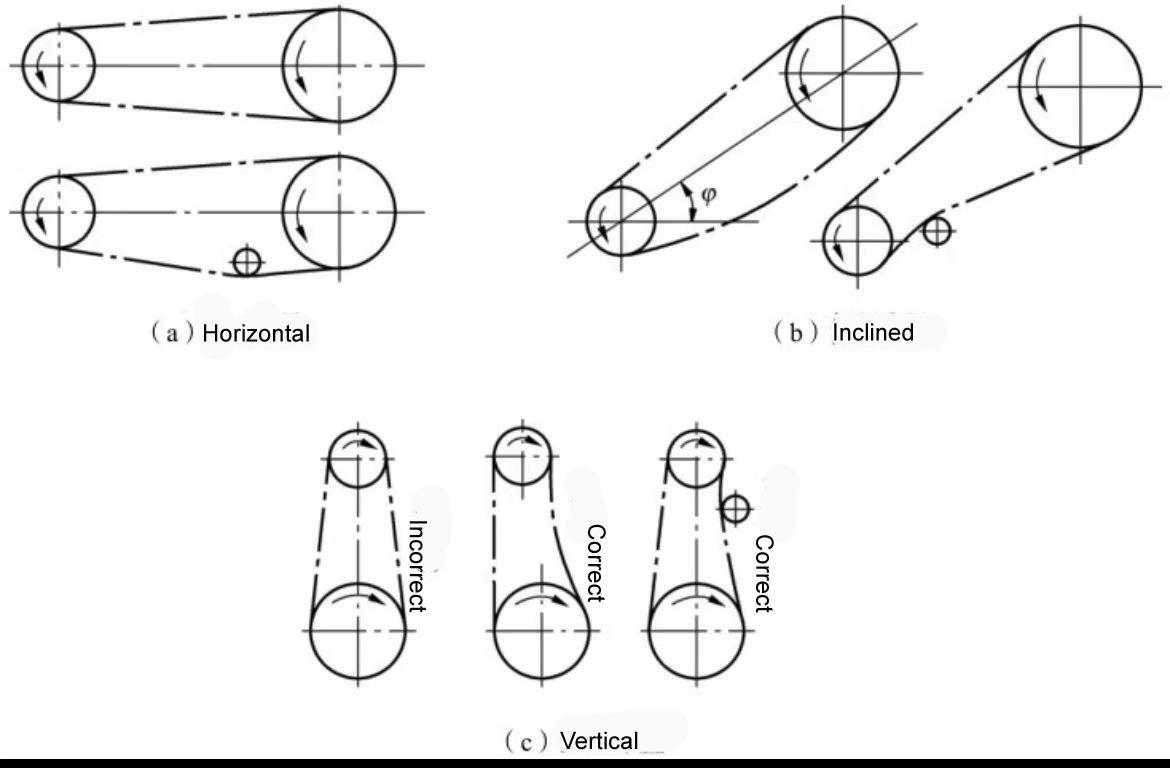
Yatay Yerleşim: Zincirin yerinden çıkmasını ve anormal aşınmayı önlemek için her iki dişlinin dönüş düzlemlerinin aynı dikey düzlemde hizalandığından ve eksenlerinin paralel olduğundan emin olun.
Eğimli Yerleşim: Alt dişlinin düzgün oturmasını önlemek için, iki dişlinin merkez çizgileri ile yatay çizgi arasındaki açıyı mümkün olduğunca küçük, ideal olarak 45°'den az tutun.
Dikey Yerleşim: İki dişlinin merkez çizgilerinin 90° açıda olmasından kaçının; bunun yerine, üst ve alt dişlileri hafifçe bir tarafa doğru kaydırın.
Zincir Konumlandırma: Aşırı sarkmayı önlemek ve dişli çark dişleriyle temasa neden olmamasını engellemek için zincirin gergin tarafını üste, gevşek tarafını alta yerleştirin.
En İyi Performans İçin Gerdirme
Zincir tahrik sisteminin doğru şekilde gerilmesi, aşırı sarkmayı önlemek için hayati önem taşır; bu durum zayıf kavrama ve titreşimlere yol açabilir. İki dişlinin eksenleri arasındaki açı 60°'yi aştığında, genellikle bir gerdirme cihazı kullanılır.
Gerginliği ayarlamak için çeşitli yöntemler vardır; en yaygın olanları merkez mesafesini ayarlamak ve gergi cihazları kullanmaktır. Merkez mesafesi ayarlanabilir ise, istenen gerginliği elde etmek için bunu değiştirebilirsiniz. Değilse, gerginliği ayarlamak için bir gergi tekerleği eklenebilir. Bu tekerlek, küçük dişlinin gevşek tarafına yakın yerleştirilmeli ve çapı küçük dişlinin çapına benzer olmalıdır.
Yağlamanın Önemi
Yağlama, özellikle yüksek hız ve ağır yük uygulamalarında, zincir tahrik sistemlerinin optimum performansı için hayati önem taşır. Doğru yağlama, aşınmayı önemli ölçüde azaltır, darbeleri hafifletir, yük kapasitesini artırır ve zincirin ömrünü uzatır. Bu nedenle, verimli çalışma sağlamak için uygun yağlama yöntemini ve yağlayıcı türünü seçmek çok önemlidir.
Yağlama Yöntemleri:
Düzenli Manuel Yağlama: Bu yöntem, zincirin gevşek tarafındaki iç ve dış bağlantı plakaları arasındaki boşluklara yağ tenekesi veya fırça kullanarak yağ sürmeyi içerir. Bu işlemin her vardiyada bir kez yapılması önerilir. Bu yöntem, zincir hızı v ≤ 4 m/s olan kritik olmayan tahrik sistemleri için uygundur.
Damla Yağ Besleme Sistemi: Bu sistemde, yağın gevşek taraftaki iç ve dış bağlantı plakaları arasındaki boşluklara bir yağ kabı ve boru vasıtasıyla damlatıldığı basit bir dış gövde bulunur. Tek sıralı zincirler için yağ besleme hızı tipik olarak dakikada 5-20 damladır ve daha yüksek hızlarda maksimum değer kullanılır. Bu yöntem, zincir hızı v ≤ 10 m/s olan tahrik sistemleri için uygundur.
Yağ Banyosu Yağlaması: Bu yöntemde, sızdırmaz bir dış muhafaza, zincirin kapalı bir yağ haznesinden geçmesine olanak tanır. Zincirin çok derine daldırılmasından kaçınılmalıdır, çünkü aşırı daldırma, çalkalanma nedeniyle önemli miktarda yağ kaybına yol açabilir ve yağın aşırı ısınmasına ve bozulmasına neden olabilir. Genellikle 6-12 mm'lik bir daldırma derinliği önerilir; bu da bu yöntemi, zincir hızı v = 6-12 m/s olan tahrik sistemleri için uygun hale getirir.
Sıçratmalı Yağ Beslemeli Yağlama: Bu teknik, yağın bir sıçratma plakası tarafından yukarı sıçratıldığı kapalı bir kap kullanır. Yağ daha sonra gövde üzerindeki bir yağ toplama cihazı aracılığıyla zincire yönlendirilir. Etkili yağlama sağlamak için sıçratma plakasının daldırma derinliği 12-15 mm'de tutulmalı ve sıçratma plakasının hızı 3 m/s'yi aşmalıdır.
Basınçlı Yağlama: Bu gelişmiş yöntemde, zincirin temas ettiği noktaya stratejik olarak yerleştirilmiş bir nozul kullanılarak, yağ bir yağ pompası yardımıyla zincire püskürtülür. Dolaşan yağ sadece yağlama sağlamakla kalmaz, aynı zamanda soğutma etkisi de yaratır. Her bir nozul için gereken yağ miktarı, ilgili kılavuzlara başvurularak zincir adımı ve hızına göre belirlenebilir; bu da bu yöntemi, zincir hızı v ≥ 8 m/s olan yüksek güçlü tahrik sistemleri için uygun hale getirir.
Mekanik sistemlerinizde optimum performans ve verimlilik elde etmek için, zincir dişlisi seçimi ve bakımının kritik yönlerini anlamak şarttır. Makinenizin başarısını şansa bırakmayın; kalıcı sonuçlar veren bilinçli kararlar verin!
Doğru malzemeleri, boyutları ve bakım stratejilerini seçmek, operasyonlarınızın sorunsuz ve verimli bir şekilde yürütülmesini sağlamanın anahtarıdır. Bu faktörlere öncelik vererek, ekipmanınızın ömrünü ve güvenilirliğini artırabilirsiniz.
Dişli çarklarla ilgili herhangi bir sorunuz varsa veya uzman tavsiyesine ihtiyacınız varsa, lütfen bizimle iletişime geçmekten çekinmeyin.export@cd-goodwill.comAlanında uzman ekibimiz, tüm dişli çark ihtiyaçlarınızda size yardımcı olmak için burada!
Yayın tarihi: 21 Kasım 2024



